


Din varukorg är för närvarande tom.

Elsvetsning & elektrosvetsning av rör
0 kr
PRINCIP FÖR ELEKTROSVETSNING
Ladda ner hela manualen under filer
Alla elektosvetsrördelar har en motståndstråd av metall inlagd i rördelen. När tråden ansluts till en strömkälla värms tråden upp och smälter närliggande PE-material som utvidgar sig och skapar ett kontakttryck mellan rör och rördel.
För att svetsfogen skall få en god hållfasthet måste:
– Smuts och oxidskikt vara avlägsnade
– Svetsytorna vara torra
– Toleranskraven för rör och rördelar vara uppfyllda
– Svets- och kyltid följas
– Rördelen vara fixerad mot röret under hela svets- och kyltiden
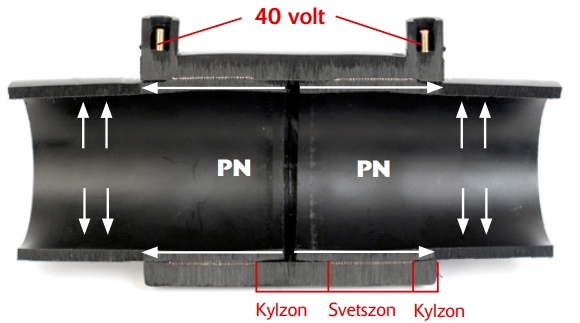
En elektrosvetsmuff skall kunna uppta såväl radiella krafter av vattentrycket som axiella krafter, se bild.
Svetsfogen skall i princip kunna uppta lika stora axiella dragkrafter som PE röret självt. För att åstadkomma en svetsfog med goda hållfasthetsegenskaper måste toleranserna mellan rör och muff vara små och svetsytorna vara rena, samt röret vara skrapat.
Det är värmen som metalltråden avger som först smälter PE materialet på muffens insida och därefter materialet på rörändens utsida.
Det smälta PE materialet expanderar något och en mindre mängd smält material pressas ut mot kylzonerna där det stelnar. Det stelnade PE materialet sluter in svetsområdet och ytterligare värmeavgivning från metalltråden ger ytterligare mängd smält material som expanderar och kommer att bygga upp ett smälttryck inom svetszonen.
Smälttrycket når sitt optimala värde vid slutet av svetsperioden. Att ett tillräckligt svetstryck byggts upp kan man få en indikation på genom att smält PE material pressats ut genom indikatorhål på elektrosvetsmuffen.
Med elektrosvetsning är det möjligt att sammanfoga rör med olika SDR-klasser. Kontrollera att elektrosvetsrör-
delarna passar till de aktuella SDR-klasserna på rören.
ELEKTROSVETSRÖRDELAR OCH SVETSUTRUSTNING
Det finns många olika fabrikat på elektrosvetsrördelar.
Vanligen är rördelarna tillverkade av PE 100 material och kan användas till såväl PE 80- som PE 100-rör.
Observera också att det förekommer olika typer av svetsmaskiner. Välj svetsmaskin som passar till de aktuella svetsrördelarna.
Vid elektrosvetsning av anborrningssadlar på en PE ledning måste sadeln vara fastspänd mot röret för att svetstrycket skall kunna byggas upp. Detta kan åstadkommas genom att använda en sadel med över- och underdel som spänts fast över röret eller att sadeln fixerats med ett hållverktyg.
MÄRKNING OCH SKRAPNING
Rör och rördelar som skall svetsas skall vara torra och rena. Torka bort lös smuts från rörändarna med torrt luddfritt papper. Märk upp det område som skall skrapas.
Kontrollera att rördelen har rätt märkning för att passa till de rör som skall svetsas. Skrapa rörändarna noggrant för att ta bort oxidskikt på röret. Använd om möjligt roterande skrapverktyg. Det skrapade området skall vara minst 10 mm längre än halva svetsmuffens längd.
Använd aldrig slippapper, filar eller slipmaskiner för borttagning av oxidskikt på röret.
Kontrollera att hela området blivit riktigt skrapat. Undvik att vidröra skrapade ytor och muffens insida. Öppna svetsmuffens förpackning först när muffen skall monteras och kontrollera att muffen är ren inuti. Montera muffen utan onödigt dröjsmål på den skrapade röränden.
RENGÖRNING
Det är bäst att elektromuffsvetsa utan att använda sig av våttorkning. Detta kan ske om rören är nyskrapade, elektrosvetsrördelen är nyss uttagen ur sin påse och sammansvetsningen sker på en gång. Vid elektrosvetsning av stora rör kan skrapning ta så lång tid att det är nödvändigt att våttorka svetsytorna.
Om de skrapade ytorna på rören eller insidan på muffen skulle råka beröras eller smutsas ned skall ytorna våttorkas med isopropanol och luddfritt papper eller speciella våtservetter. Observera att det tar längre tid för vätskan att avdunsta vid kallt väder.
Våttorkade ytor måste vara synbart torra (OBS, vidrör inte ytorna) innan delarna sammanfogas och svetsas.
MÄRKNING OCH MONTERING
Elektrosvetsmuffar ska alltid förvaras förseglade i sina förpackningar fram till dess svetsningsarbetet påbörjas.
Mät upp hela muffens längd utan att öppna förpackningspåsen och markera på röret halva mufflängden.Det är viktigt att de skrapade ytorna hålls rena och torra och att svetsning sker snarast möjligt efter skrapning.
Öppna och tag bort förpackningspåsen och montera direkt därefter muffen på röret.
Kontrollera att röret når i botten på muffen.
Montera därefter fixeringsverktyget.
Starta inte svetsprocessen om den inte kan göras klar i ett svep
SVETSNING
Se till att rör och rördel har monterats korrekt uppriktade i fixeringsverktyget för att undvika spänningar mellan rör och muff. Anslut elektrosvetsmuffen till svetsmaskinen.
Följ instruktionen för svetsmaskinen för inställning av svetstiden. Svetstiden ställs in med streckkod, automatiskt eller manuellt. Stora elektrosvetsmuffar har ibland två streckkoder. Den första ger en förvärmning av muff och rör för att minska spalten mellan rör och muff och därmed underlätta uppbyggnaden av svetstrycket.
När förvärmningen har avslutats läses den andra koden in och svetsningen påbörjas därmed. Rör och rördel får inte rubbas under hela svets- och avkylningstiden och skall därför vara fastspända i fixeringsverktyget.
Övervaka svetsningen under hela svetstiden och rör inte pop-up indikatorerna på muffen under svetsningen
AVKYLNING
Efter svetsningen kan kablarna tas bort. Rör och muff skall dock fortsatt sitta fastspända i fixeringsverktyget under hela avkylningstiden. Avkylningstiden anges av rördelstillverkaren.
Efter avslutad avkylningstid tas fixeringsverktyget bort och svetsningen inspekteras. Kontrollera att svetsindikatorerna har kommit fram och att inga trådar eller smälta är synliga i muffändarna. Om något av ovanstående inte uppfylls kontakta elektrorördelstillverkaren för eventuell åtgärd.
Svetsen märks med datum, svetsarens signatur och klockslag när kyltiden är avslutad.
KVALITETSSÄKRING AV SVETSNINGSARBETET
En säker kontroll av svetskvaliteten kan endast göras med s.k. förstörande provning, vilket innebär att rördelen kapas bort från ledningen och testas till brott.
Stora elektrosvetsrördelar är dyra och provas därför vanligen inte. Vid mer omfattande elektrosvetsningsarbeten rekommenderas att procedurprovning utförs, dvs att förstörande provning utförs på några rördelar innan arbetet igångsätts. Fel vid elektromuffsvetsning beror oftast på bristfälligt utförande. Renlighet och noggrannhet i utförandet av svetsningsarbetet är mycket viktigt.
Som rutinmässig kontroll av utförd elektromuffsvetsning bör kontrolleras att svetsindikatorerna har kommit fram och att inga trådar eller smälta är synliga utanför muffändarna.
Dessutom bör kontrolleras att man ser att röret är skrapat (helst med roterande skrapverktyg) och att insticksmarkeringen på röret visar att röret är inskjutet tillräckligt långt i muffen och att röret inte glidit under uppvärmningen.
Produktdetaljer
Artikelnummer:
PRINCIP FÖR ELEKTROSVETSNING
Ladda ner hela manualen under filer
Alla elektosvetsrördelar har en motståndstråd av metall inlagd i rördelen. När tråden ansluts till en strömkälla värms tråden upp och smälter närliggande PE-material som utvidgar sig och skapar ett kontakttryck mellan rör och rördel.
För att svetsfogen skall få en god hållfasthet måste:
– Smuts och oxidskikt vara avlägsnade
– Svetsytorna vara torra
– Toleranskraven för rör och rördelar vara uppfyllda
– Svets- och kyltid följas
– Rördelen vara fixerad mot röret under hela svets- och kyltiden
En elektrosvetsmuff skall kunna uppta såväl radiella krafter av vattentrycket som axiella krafter, se bild.
Svetsfogen skall i princip kunna uppta lika stora axiella dragkrafter som PE röret självt. För att åstadkomma en svetsfog med goda hållfasthetsegenskaper måste toleranserna mellan rör och muff vara små och svetsytorna vara rena, samt röret vara skrapat.
Det är värmen som metalltråden avger som först smälter PE materialet på muffens insida och därefter materialet på rörändens utsida.
Det smälta PE materialet expanderar något och en mindre mängd smält material pressas ut mot kylzonerna där det stelnar. Det stelnade PE materialet sluter in svetsområdet och ytterligare värmeavgivning från metalltråden ger ytterligare mängd smält material som expanderar och kommer att bygga upp ett smälttryck inom svetszonen.
Smälttrycket når sitt optimala värde vid slutet av svetsperioden. Att ett tillräckligt svetstryck byggts upp kan man få en indikation på genom att smält PE material pressats ut genom indikatorhål på elektrosvetsmuffen.
Med elektrosvetsning är det möjligt att sammanfoga rör med olika SDR-klasser. Kontrollera att elektrosvetsrör-
delarna passar till de aktuella SDR-klasserna på rören.
ELEKTROSVETSRÖRDELAR OCH SVETSUTRUSTNING
Det finns många olika fabrikat på elektrosvetsrördelar.
Vanligen är rördelarna tillverkade av PE 100 material och kan användas till såväl PE 80- som PE 100-rör.
Observera också att det förekommer olika typer av svetsmaskiner. Välj svetsmaskin som passar till de aktuella svetsrördelarna.
Vid elektrosvetsning av anborrningssadlar på en PE ledning måste sadeln vara fastspänd mot röret för att svetstrycket skall kunna byggas upp. Detta kan åstadkommas genom att använda en sadel med över- och underdel som spänts fast över röret eller att sadeln fixerats med ett hållverktyg.
MÄRKNING OCH SKRAPNING
Rör och rördelar som skall svetsas skall vara torra och rena. Torka bort lös smuts från rörändarna med torrt luddfritt papper. Märk upp det område som skall skrapas.
Kontrollera att rördelen har rätt märkning för att passa till de rör som skall svetsas. Skrapa rörändarna noggrant för att ta bort oxidskikt på röret. Använd om möjligt roterande skrapverktyg. Det skrapade området skall vara minst 10 mm längre än halva svetsmuffens längd.
Använd aldrig slippapper, filar eller slipmaskiner för borttagning av oxidskikt på röret.
Kontrollera att hela området blivit riktigt skrapat. Undvik att vidröra skrapade ytor och muffens insida. Öppna svetsmuffens förpackning först när muffen skall monteras och kontrollera att muffen är ren inuti. Montera muffen utan onödigt dröjsmål på den skrapade röränden.
RENGÖRNING
Det är bäst att elektromuffsvetsa utan att använda sig av våttorkning. Detta kan ske om rören är nyskrapade, elektrosvetsrördelen är nyss uttagen ur sin påse och sammansvetsningen sker på en gång. Vid elektrosvetsning av stora rör kan skrapning ta så lång tid att det är nödvändigt att våttorka svetsytorna.
Om de skrapade ytorna på rören eller insidan på muffen skulle råka beröras eller smutsas ned skall ytorna våttorkas med isopropanol och luddfritt papper eller speciella våtservetter. Observera att det tar längre tid för vätskan att avdunsta vid kallt väder.
Våttorkade ytor måste vara synbart torra (OBS, vidrör inte ytorna) innan delarna sammanfogas och svetsas.
MÄRKNING OCH MONTERING
Elektrosvetsmuffar ska alltid förvaras förseglade i sina förpackningar fram till dess svetsningsarbetet påbörjas.
Mät upp hela muffens längd utan att öppna förpackningspåsen och markera på röret halva mufflängden.Det är viktigt att de skrapade ytorna hålls rena och torra och att svetsning sker snarast möjligt efter skrapning.
Öppna och tag bort förpackningspåsen och montera direkt därefter muffen på röret.
Kontrollera att röret når i botten på muffen.
Montera därefter fixeringsverktyget.
Starta inte svetsprocessen om den inte kan göras klar i ett svep
SVETSNING
Se till att rör och rördel har monterats korrekt uppriktade i fixeringsverktyget för att undvika spänningar mellan rör och muff. Anslut elektrosvetsmuffen till svetsmaskinen.
Följ instruktionen för svetsmaskinen för inställning av svetstiden. Svetstiden ställs in med streckkod, automatiskt eller manuellt. Stora elektrosvetsmuffar har ibland två streckkoder. Den första ger en förvärmning av muff och rör för att minska spalten mellan rör och muff och därmed underlätta uppbyggnaden av svetstrycket.
När förvärmningen har avslutats läses den andra koden in och svetsningen påbörjas därmed. Rör och rördel får inte rubbas under hela svets- och avkylningstiden och skall därför vara fastspända i fixeringsverktyget.
Övervaka svetsningen under hela svetstiden och rör inte pop-up indikatorerna på muffen under svetsningen
AVKYLNING
Efter svetsningen kan kablarna tas bort. Rör och muff skall dock fortsatt sitta fastspända i fixeringsverktyget under hela avkylningstiden. Avkylningstiden anges av rördelstillverkaren.
Efter avslutad avkylningstid tas fixeringsverktyget bort och svetsningen inspekteras. Kontrollera att svetsindikatorerna har kommit fram och att inga trådar eller smälta är synliga i muffändarna. Om något av ovanstående inte uppfylls kontakta elektrorördelstillverkaren för eventuell åtgärd.
Svetsen märks med datum, svetsarens signatur och klockslag när kyltiden är avslutad.
KVALITETSSÄKRING AV SVETSNINGSARBETET
En säker kontroll av svetskvaliteten kan endast göras med s.k. förstörande provning, vilket innebär att rördelen kapas bort från ledningen och testas till brott.
Stora elektrosvetsrördelar är dyra och provas därför vanligen inte. Vid mer omfattande elektrosvetsningsarbeten rekommenderas att procedurprovning utförs, dvs att förstörande provning utförs på några rördelar innan arbetet igångsätts. Fel vid elektromuffsvetsning beror oftast på bristfälligt utförande. Renlighet och noggrannhet i utförandet av svetsningsarbetet är mycket viktigt.
Som rutinmässig kontroll av utförd elektromuffsvetsning bör kontrolleras att svetsindikatorerna har kommit fram och att inga trådar eller smälta är synliga utanför muffändarna.
Dessutom bör kontrolleras att man ser att röret är skrapat (helst med roterande skrapverktyg) och att insticksmarkeringen på röret visar att röret är inskjutet tillräckligt långt i muffen och att röret inte glidit under uppvärmningen.
Artikelnummer: